Постоянное улучшение и вклад в исследования и разработки привели BAHCO к созданию инновационных и высококачественных
изделий как для многоцелевой, так и для промышленной резки. BAHCO предлагает множество запатентованных изделий, начиная с уникальной разработки Easy Cut, спроектированной для распиловки материалов различных размеров и типов одним и тем же полотном, заканчивая современными высокоэффективными твердосплавными полотнами с разведенным и неразведенным зубом для резки различных материалов, используемых в технике нового поколения гражданской и военной авиации, комплексных энергетических проектах и высокотехнологичных областях.
Типы разводки
Разводка является наклоном или углом, придаваемым зубьям полотна пилы, чтобы обеспечить зазор между телом полотна и кромками зубьев. Ниже даны различные типы разводки:
Загребная
При загребной разводке один зуб разводится влево, один зуб разводится вправо и один зуб (гребень) остается без разводки. Этот тип разводки используется на полотнах с постоянным шагом, например, regular или hook. Он также используется для полотен контурной и фрикционной резки на вертикальных ленточнопильных станках.

Комбинированная разводка
При комбинированной разводке, используемой в комбинированных полотнах, за гребенным (без разводки) зубом следуют зубья в последовательности левый, правый, левый, правый. Эта схема повторяется в каждой группе зубьев, начинаясь и заканчиваясь самым большим зубом в группе.

Количество зубьев на дюйм (TPI)
Количество зубьев на дюйм (TPI) определяет шаг полотна и может изменяться от менее чем 1 до 24. Тонкостенные обрабатываемые детали, например трубы, трубки, лист и т. п., требуют пил с мелким шагом зубьев, в противном случае существует риск повреждения или разрушения зуба. Большие поперечные сечения следует резать пилой с крупным шагом, т. е. с меньшим числом зубьев на дюйм. Чем меньше зубьев вовлечено в обрабатываемую деталь, тем выше режущая способность. Дело в том, что проникающая способность каждого отдельного зуба выше, если давление подачи пилы распределяется на меньшее число зубьев. Крупный шаг (малое TPI), таким образом, увеличивает производительность и обеспечивает желаемую большую стружечную канавку. Мягкие материалы, например алюминий и бронза, требуют большую стружечную канавку. Крупный шаг предотвращает образование и скопление стружек в углублениях между зубьями пилы, что может ухудшить распиловку и повредить полотно.

Резка ленточной пилой
Станок
Многократно проверяйте:
- Работу щётки для очистки от стружки.
- Износ и регулировку направляющих.
- Натяжение полотна тензометром.
- Скорость полотна тахометром
- Концентрацию смазочно-охлаждающей жидкости рефрактометром.
Смазочно-охлаждающая жидкость/Эмульсия
СОЖ смазывает, охлаждает и уносит стружки от реза. Важно:
- Использовать хорошую СОЖ.
- Использовать рекомендуемую концентрацию СОЖ.
- Обеспечивать, чтобы СОЖ достигала реза при низком давлении и большом потоке.
Обрабатываемая деталь
- Обеспечьте, чтобы обрабатываемая деталь была прочно закреплена, чтобы не могло быть вибрации или вращения.
- Не используйте согнутые или поврежденные обрабатываемые детали.
Обкатка
Для достижения максимального срока службы полотна всегда используйте рекомендованную скорость полотна, но уменьшите скорость подачи до 1/3-1/2 в течение первых 10 минут резки. Во время следующих 10 минут увеличивайте скорость подачи поэтапно, до тех пор пока не достигнете рекомендуемой скорости подачи.
Предохранитель зубьев
Держите предохранитель зубьев на полотне, пока оно не будет установлено на станок, во избежание преждевременных сколов головок зубьев.
Скорость подачи/Стружки
Важно, чтобы каждый зуб ножовочного полотна резал стружку необходимой толщины. Это определяется выбором шага зубьев, скоростью движения ленточной пилы и скоростью подачи. Начинайте с выбора правильного шага зубьев, затем установите скорость полотна согласно нижеприводимой схеме. Теперь вы можете установить правильную скорость подачи путем исследования стружек, которые производит полотно ленточной пилы при резке.
С целью получения дополнительной информации о данных по резке свяжитесь с местным представителем компании Bahco, который может помочь вам найти правильные данные о резке для вашей конкретной области применения.
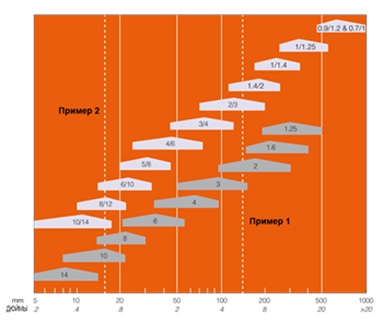
Шаг зубьев пилы для массивных обрабатываемых деталей
Эта схема поможет вам выбрать правильный шаг зубьев для резки массивных деталей. Идеален выбор в самой широкой точке каждого поля.
Пример 1: при резке прутка диаметром 150 мм (6 дюймов) используйте 2 TPI, если вы выбрали полотно с равномерным шагом. Используйте 2/3 TPI ил 1 4/2 TPI, если вы выбрали полотно с переменным шагом.
Пример 2: если вы распиливаете мягкие материалы, например, пластмассу, алюминий или дерево, выберите шаг на два шага крупнее, чем рекомендовано.
При резке алюминиевых деталей толщиной 13-20 мм (1/2-3/4 дюйма) используйте полотно с 6 TPI или 5/8 TPI.
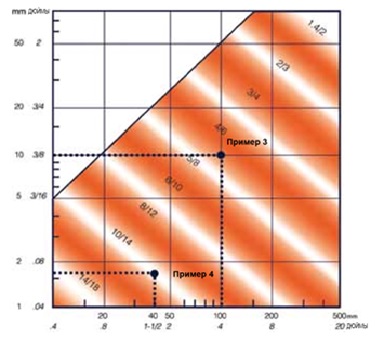
Резка труб и профилей
Нижеприводимая схема поможет вам найти правильный шаг для зубьев для резки труб и профилей. Рекомендуемый шаг зубьев для резки профилей находится в полей, где ширина соответствует толщине стенки профиля.
Пример 3:
При резке швеллерного профиля размером 100х10 мм (4 дюйма х 0,4 дюйма) выберите полотно 5/8 TPI или 4/6 TPI.
Рекомендуемый шаг зубьев для резки профилей находится в поле, где внешний диаметр соответствует толщине стенки трубы, подлежащей резке.
Пример 4:
При резке трубы размером 40 х 1,6 мм (1,5 дюйма х 0,006 дюйма) выберите полотно с 10/14 TPI.
EASY-CUT
Выбирайте S (малая), М (средняя) или L (большая), в зависимости от нужного вам диапазона резки.
EASY-CUT – таблица для выбора полотна
| Артикул | Размер
Размер заготовки (мм) |
(ширина х толщина) | ||||||||||||
| 1 | 2 | 3 | 5 | 10 | 20 | 30 | 40 | 50 | 75 | 100 | 150 | 200 | ||
| 3857-13-0,6-EZ-S | 13×0,6 | + | + | + | + | + | + | |||||||
| 3587-13-0,6-EZ-M | 13×0,6 | ++ | ++ | ++ | ++ | ++ | ++ | |||||||
| 3587-13-0,6-EZ-L | 13×0,6 | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | |||||
| 3587-20-0,9-EZ-S | 20×0,9 | + | + | + | + | + | + | + | + | |||||
| 3587-20-0,9-EZ-M | 20×0,9 | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ||||
| 3587-20-0,9-EZ-L | 20×0,9 | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | ||||
| 3587-27-0,9-EZ-S | 27×0,9 | + | + | + | + | + | + | + | + | |||||
| 3587-27-0,9-EZ-M | 27×0,9 | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ||||
| 3587-27-0,9-EZ-L | 27×0,9 | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | ||||
| 3587-34-1,1-EZ-S | 34×1,1 | + | + | + | + | + | + | + | + | + | ||||
| 3587-34-1,1-EZ-M | 34×1,1 | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | ++ | |||
| 3587-34-1,1-EZ-L | 34×1,1 | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | +++ | |||
| + | ++ | +++ | ||||||||||||
| Для любого размера | Small-чистота поверхности | Medium-срок службы | Large-скорость | |||||||||||
Выбор скорости
| Биметалл | Метров в минуту при d мм | Выбор полотна | ||||||||||
| Материал | 10-65 | 100-300 | 400-800 | >1000 | Эмульсия | 3857 | 3853 | 3851 | 3851 PSG | 3854 PHG | 3854 PQ | |
| 1 | Конструкционные стали, сталь для металлорежущих станков | 100 | 85-90 | 60-75 | 40-60 | 6% | + | + | ++ | +++ | ||
| 2 | Конструкционные стали, закаленные и отпущенные стали | 80 | 70-80 | 60-68 | 40-50 | 6% | + | + | ++ | +++ | ||
| 3 | Цементованные, пружинные стали, закаленные и отпущенные стали | 75-100 | 60-80 | 45-65 | 30-40 | 8% | + | + | ++ | +++ | ||
| 4 | Нелегированная инструментальная сталь, сталь для шарико- и роликоподшипников | 60-65 | 55-60 | 35-45 | 25-35 | 8% | +++ | + | ++ | +++ | ||
| 5 | Быстрорежущая сталь | 45-50 | 40-45 | 30-35 | 20-25 | 8% | +++ | + | ++ | +++ | ||
| 6 | Инструментальная сталь холодной обработки | 30-35 | 25-30 | 20-25 | 15-20 | Сухой | ++ | + | ++ | +++ | ||
| 7 | Инструментальные стали, легированные | 45-65 | 45-60 | 40-60 | 20-40 | 8% | ++ | + | ++ | +++ | ||
| 8 | Азотированные стали, высоколегированные теплостойкие стали | 40-45 | 35-40 | 25-30 | 20-25 | 8% | + | + | ++ | +++ | ||
| 9 | Литейный чугун | 50-60 | 45-50 | 30-40 | 25-30 | сухой | + | + | ++ | +++ | ||
| 10 | Коррозионно- и кислотостойкие стали (легкие) | 40-45 | 40-45 | 35-40 | 30-40 | 10% | + | ++ | +++ | +++ | ||
| 11 | Коррозионно- и кислотостойкие стали (тяжелые) | 35-40 | 30-35 | 20-30 | 19-22 | 10% | + | ++ | +++ | +++ | ||
| 12 | Дуплекс-стали и жаропрочные стали | 25-30 | 20-25 | 15-20 | 14-16 | 10% | + | ++ | +++ | +++ | ||
| 13 | Никелевые и никель-кобальтовые сплавы | 15-20 | 13-15 | 10-12 | 10 | 10% | + | + | ++ | +++ | ||
| 14 | Титан, титановые сплавы; алюминиевая бронза | 30-35 | 25-30 | 20-25 | 16-18 | 10% | + | + | ++ | +++ | ||
| 15 | Горизонтальные станки, алюминий, алюминиевые сплавы | 120 | 120 | 120 | 120 | 25% | +++ | + | + | + | ||
| 16 | Вертикальные станки, алюминий, алюминиевые сплавы | 3000 | 2100-2000 | 1250-2000 | 500-1200 | 25% | +++ | + | + | + | ||
| 17 | Латунь | 120 | 120 | 90-120 | 80-100 | 4% | +++ | + | ++ | |||
| 18 | Медь | 120 | 110 | 80-100 | 60-80 | 15% | +++ | + | ++ | |||
| Чем больше размер там меньше скорость | Хороший+ | Лучше++ | Наилучший+++ | |||||||||
| Твердосплав | Метров в минуту при d мм | Выбор полотна | ||||||||||
| Материал | 10-65 | 100-300 | 400-800 | >1000 | Эмульсия | 3868 TSX | 3868 TSS | 3881 THQ | 3881 THS | 3860 TMC | 3869 TS | |
| 1 | Конструкционные стали, сталь для металлорежущих станков | 200 | 160 | 110-150 | 60-90 | 12% | + | |||||
| 2 | Конструкционные стали, закаленные и отпущенные стали | 140 | 120-140 | 85-115 | 50-70 | 12% | + | |||||
| 3 | Цементованные, пружинные стали, закаленные и отпущенные стали | 120-130 | 110-120 | 75-110 | 40-60 | 10% | + | |||||
| 4 | Нелегированная инструментальная сталь, сталь для шарико- и роликоподшипников | 100-120 | 90-100 | 60-90 | 40-50 | 10% | + | |||||
| 5 | Быстрорежущая сталь | 100-110 | 80-90 | 60-75 | 50-60 | 10% | + | + | + | + | + | |
| 6 | Инструментальная сталь холодной обработки | 80-100 | 60-90 | 60-75 | 45-65 | сухой | ++ | ++ | + | + | ||
| 7 | Инструментальные стали, легированные | 85-95 | 80-90 | 60-70 | 50-60 | 8% | ++ | ++ | + | + | + | |
| 8 | Азотированные стали, высоколегированные теплостойкие стали | 75-85 | 70-80 | 60-70 | 45-60 | 8% | ++ | + | ||||
| 9 | Литейный чугун | 90-105 | 90-95 | 60-75 | 40-55 | 12% | ++ | + | ||||
| 10 | Коррозионно- и кислотостойкие стали (легкие) | 80-110 | 80-100 | 70-95 | 65-80 | 12% | ++ | +++ | +++ | +++ | +++ | ++ |
| 11 | Коррозионно- и кислотостойкие стали (тяжелые) | 80-90 | 70-80 | 70-95 | 65-80 | 13% | ++ | +++ | +++ | +++ | +++ | ++ |
| 12 | Дуплекс-стали и жаропрочные стали | 100-115 | 80-100 | 65-80 | 50-60 | 12% | ++ | +++ | +++ | +++ | +++ | ++ |
| 13 | Никелевые и никель-кобальтовые сплавы | 30-40 | 25-30 | 20-28 | 15-20 | 12% | ++ | ++ | +++ | +++ | +++ | ++ |
| 14 | Титан, титановые сплавы; алюминиевая бронза | 50-60 | 40-50 | 35-45 | 16-18 | 12% | ++ | +++ | +++ | ++ | ||
| 15 | Горизонтальные станки, алюминий, алюминиевые сплавы | 250 | 250 | 250 | 250 | 25% | + | + | + | + | +++ | ++ |
| 16 | Вертикальные станки, алюминий, алюминиевые сплавы | 5000 | 4000-5000 | 3000-4000 | 2000-3000 | 25% | +++ | ++ | ||||
| 17 | Латунь | 250 | 250 | 180-240 | 140-160 | 4% | ++ | +++ | ||||
| 18 | Медь | 240 | 220 | 130-190 | 100-120 | 15% | ++ | +++ | ||||
| Чем больше размер там меньше скорость | Хороший+ | Лучше++ | Наилучший+++ | |||||||||